
1、图纸制作
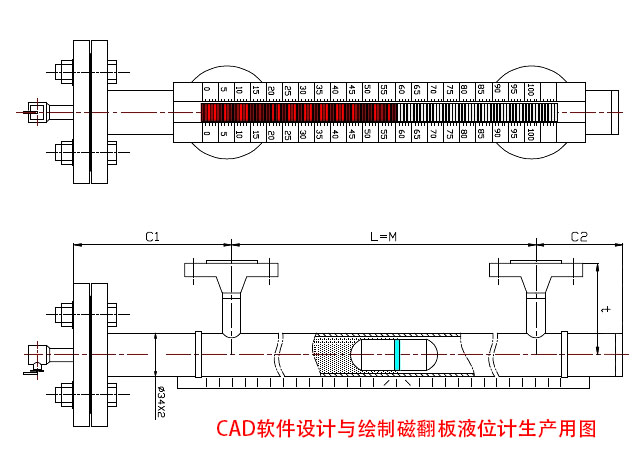
2、主管体无缝管切割,通液口开孔

3、焊接法兰,对主管顶端封头进行焊接;法兰和通液管的连接(焊接)并矫正两法兰的水平度



4、酸洗钝化,对液位计所有焊缝及整体进行清洗以保证液位计整体光亮清洁

5、干燥处理,对酸洗之后的产品进行风干以保证液位计主体无水渍,整体干燥清洁

6、磁翻面板制作,选用适合各种温度的翻珠以保证在各种温度范围内正常使用,并进行磁力翻转检验,铝合金板线切割


7、浮球制作,对相对应密度的浮球管的波纹压制和磁钢的组合并将双面封头进行焊接,抛光后并进行试压

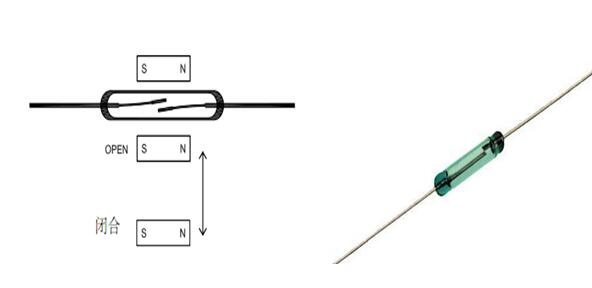
8、变送器制作,将日本OKI干簧管和精密电阻进行焊接然后组装并调试
9、组装调试,将磁翻板、浮球、排污阀和液位变送器等进行组装,对高温磁翻板液位计和液位变送器等进行调试直至误差在适当的范围内

10、按照高温磁翻板液位计的尺寸与安装要求进行木箱制作,*后将成品包装成箱待运。

 |
| 