
1、问题现状
某炼厂3.5Mt/a常减压装置进行加工高酸原油适应性改造,经过2012年和2015年两次大检修,两个运行周期以来,减压塔各侧线集油箱液位测量一直存在问题,未能有效解决。主要问题包括:浮球安装法兰孔设计位置偏高,浮球卡在集油箱平台,实际有效测量范围太小以及部分浮球可靠性不足问题。尤其是减四线过汽化油液位溢流槽只有140mm,而浮球直径却为240mm,浮球易卡在集油箱台上,即使液位满后溢流也不会在仪表中显示。减压塔中集油箱的液位控制对各侧线产品质量有很大影响。若侧线馏出油减少时,使减压塔内过汽化油部分*终回到塔底,使塔底渣油增多,塔底液位变化必将引起渣油流量变化,影响原油换热温度,进而影响整个装置。因此,维持减压塔各侧线集油箱液位稳定及有效的精细化操作是保证减压塔物料平衡和提高经济效益的重要手段。
2、大转角浮球设计原理及特点
高温高压型磁翻板液位计主要由浮球机构、法兰、中心轴、散热组件、平衡锤机构、万向节机构、变送机构等组成。应用于测量耐高温、高黏稠介质时,当液位变化,浮球随浮力变化时,其变化量经杠杆、中心轴传动至电阻传感器,经电路模块处理转换成与液位变化成线性的4~20mA电流信号输出。通常普通高温高压型磁翻板液位计受限于摆角度支点位置和安装脖口直径及长度影响,*大运行角度为35°,大转角浮球在普通35°转角的基础上增加了1套连杆机构设计,通过支点前移,可使浮球运转角度达80°,大幅增加了液位的测量范围。
3、减压塔部分浮球问题及原因分析
1)减压塔部分浮球脱落或卡台有以下几种情况:
a)减二线液位。浮球与连杆连接处开焊,浮球脱落;浮球连杆套筒的紧固螺丝腐蚀严重;浮球©*低点卡在集油箱台上,量程下限受影响。
b)减三线液位。浮球连杆套筒根部与横轴连接处断开;浮球*低点卡在集油箱台上,量程下限受影响。
c)减四线液位。浮球卡在集油箱台,溢流槽高度低于浮球重心,造成液位无显示。
d)减底线液位。浮球连杆与套筒连接处开裂、断开;浮球连杆弯曲。
2)浮球脱落情况原因分析及解决措施:
a)侧线浮球脱落的主要原因是部分连接件受高温硫腐蚀和环烷酸腐蚀比较严重。高温硫腐蚀通常发生在240℃以上,一般表现为均匀腐蚀减薄,在接触面形成硫化物膜,主要影响因素有金属壁温、物料流速、物料硫含量。环烷酸属于原油中所含的有机酸,分子式为R(CH2)nCOOH,实际生产中表明:原油环烷酸通常当总酸值TAN 大于0.5mg KOH/g;馏分油TAN 大于1.5mg KOH/g时具有环烷酸腐蚀。环烷酸腐蚀通常发生在220~400℃,腐蚀产物溶于油,腐蚀的金属表面粗糙而光洁,呈沟槽状。环烷酸腐蚀具有局部特性,在高流速流动区和原油蒸馏中的高浓度酸性气冷凝部位发生腐蚀,表现为均匀腐蚀减薄。影响环烷酸腐蚀的因素主要有温度、流速、环烷酸含量、环烷酸的组成等。该次检修将减压塔内所有浮球除大法兰外所有内部接液部位材质均由316升级为317不锈钢。浮球连杆转轴部位更换为一体式的结构,并对接液部分的各连接件、固定连接点、活动节点等易出现问题的部位进行焊接加固,确保可靠性,
b)减压塔底液位波动较大,浮球连杆在安装脖颈口处或卡台处上下撞击,导致连杆弯曲,加之腐蚀,进而断裂脱落。该次检修在连接点进行焊接加固,并加强日常工艺操作管理,防止液位波动太大,浮球卡脖或卡台震荡过于频繁、剧烈。
c)以上两点属于补救措施,若设计之初各相关专业加强沟通交流,从塔体浮球安装法兰口开孔位置、塔内件位置、浮球测量环境及测量要求、介质特性、设备材质等方面整体充分考虑,就会减少很多后续不必要的麻烦。
4、改造实施情况
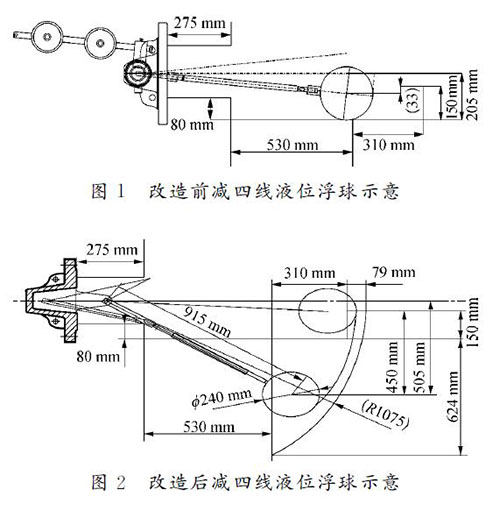
2015年检修期间对减压塔集油箱液位测量环境进行多次测量核算,根据测绘数据对减一线至减四线浮球分别进行有针对性的大转角改造,并根据测绘轨迹对相应的各浮球卡台的集油箱进行切割补板,大幅增加了各侧线集油箱浮球的有效测量范围。下面以减四线液位测量为例进行介绍,其他高温高压型磁翻板液位计问题及改造情况类似,在此不再一一说明。整个运行周期,减压塔过汽化油流程因显示无量未投用,浮球本身未见明显问题,但无法测量液位。浮球*低点卡在集油箱台上,量程下限受影响,并且塔内件溢流槽太矮只有140mm,未等到浮球浮起,液相成分就已经溢流了,所以浮球无法浮起,仪表无法测量液位造成DCS显示没量。减压塔主体设计忽略液位测量环境的考虑,浮球安装孔比溢流槽偏高,且溢流槽距浮球安装孔距离较短。改造前如图1所示。
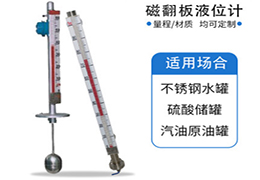
针对减四线液位测量进行大转角、切割集油箱改造,有效量程大于设计量程的80%,其改造测绘图如图2所示。改造后,安装支架120 mm,插入深度为1 155mm,实际测量液位达450mm,仪表接液部位全部选用317材质。转轴—杠杆套筒、杠杆套筒—连杆、浮球—连杆的固定连接节点及加工焊接坡口增加焊接强度;对于活动节点,采用专用销子固定。
5、改造效果通过上述改造,减一线有效测量范围提高了70mm,减二线提高了170 mm,减三线提高了110mm,减四线提高了260mm。该次检修在以上高温高压型磁翻板液位计量程的设置上改进了以往将浮球活动上、下限作为量程上、下限的做法,将浮球球心和溢流槽上沿平齐之处设置为量程上限,这样液位显示100%时即表示真正的满液位溢流,更有实际意义。改造后,减压塔各集油箱液位基本实现了稳定测量和自动控制,消除了溢流现象,相同加工量下减少了塔内气、液相负荷,有利于提高减压拔出率。检修改造后,减三线抽出温度平均约为315℃,提高了约15℃,真空度基本不变。减压蜡油馏程终馏点常压温度由2015年的平均551 ℃ 提高至2016年的平均578℃以上,大幅提高了27℃。2016年4~5月,减压蜡油90%点常压温度平均为568.2℃,已高于2015年同期减压蜡油的终馏点常压温度551℃,可估算同工况下减压蜡油收率增加了11%。粗略按减压蜡油、渣油差价400元/t计算,仅2个月蜡油效率就可增加人民币近800万元。
6、结束语该厂3.5Mt/a常减压装置减压塔浮球脱落、安装法兰孔设计位置偏高、浮球卡台、实际有效测量范围太小等类似问题改造效果良好,改造后的经济效益立竿见影,对于维持减压塔各液位稳定及精细化操作,保证减压塔和整个装置的物料平衡有重要意义。从装置长周期安全运行的经济效益来看,该改造技术成本低、简单有效,值得推广。
 |
| 